
Total view of an isolator line, which is operated in ISO 8 or EU cGMP Grade C (D). (© Bosch)
Biologics manufacturing processes are becoming more complex and guidelines stricter. Accordingly, the focus in aseptic filling operations is on protecting operators from highly potent pharmaceuticals and vice versa. This requires suitable barrier technologies.
One of the first steps is the categorization of the actual pharmaceutical product, followed by the overall requirements for its production, such as room classification, size constraints, sensitivity against oxidation by means of H2O2, as well as product and material supply systems.
RABS Vs. Isolator: A Never-Ending Discussion
Apart from the protection of products and operators, capital and operating costs must also be taken into consideration to ensure marketability of the specific drug. At some point, every pharmaceutical manufacturer will face the never-ending discussion of RABS versus isolator technology. Is an open or closed, active or passive Restricted Access Barrier System (RABS), an isolator, or a containment system required for a certain type of pharmaceutical?
Since this topic has already been discussed in many other contexts, it will not be dwelled on again here. However, it is important to know that the selection of a particular technology is closely related to the ambient conditions in terms of aseptic room classification.
In a nutshell, the general assumptions are: All types of RABS are operated in ISO 7 (EU cGMP Grade B), while isolators and containment systems are operated in ISO 8, which equals EU cGMP Grade C (D). While the transfer of goods to RABS is generally handled under Laminar-Flow (LF) conditions, isolator and containment systems use Rapid Transfer Ports (RTP), either automatically or via manual infeed.
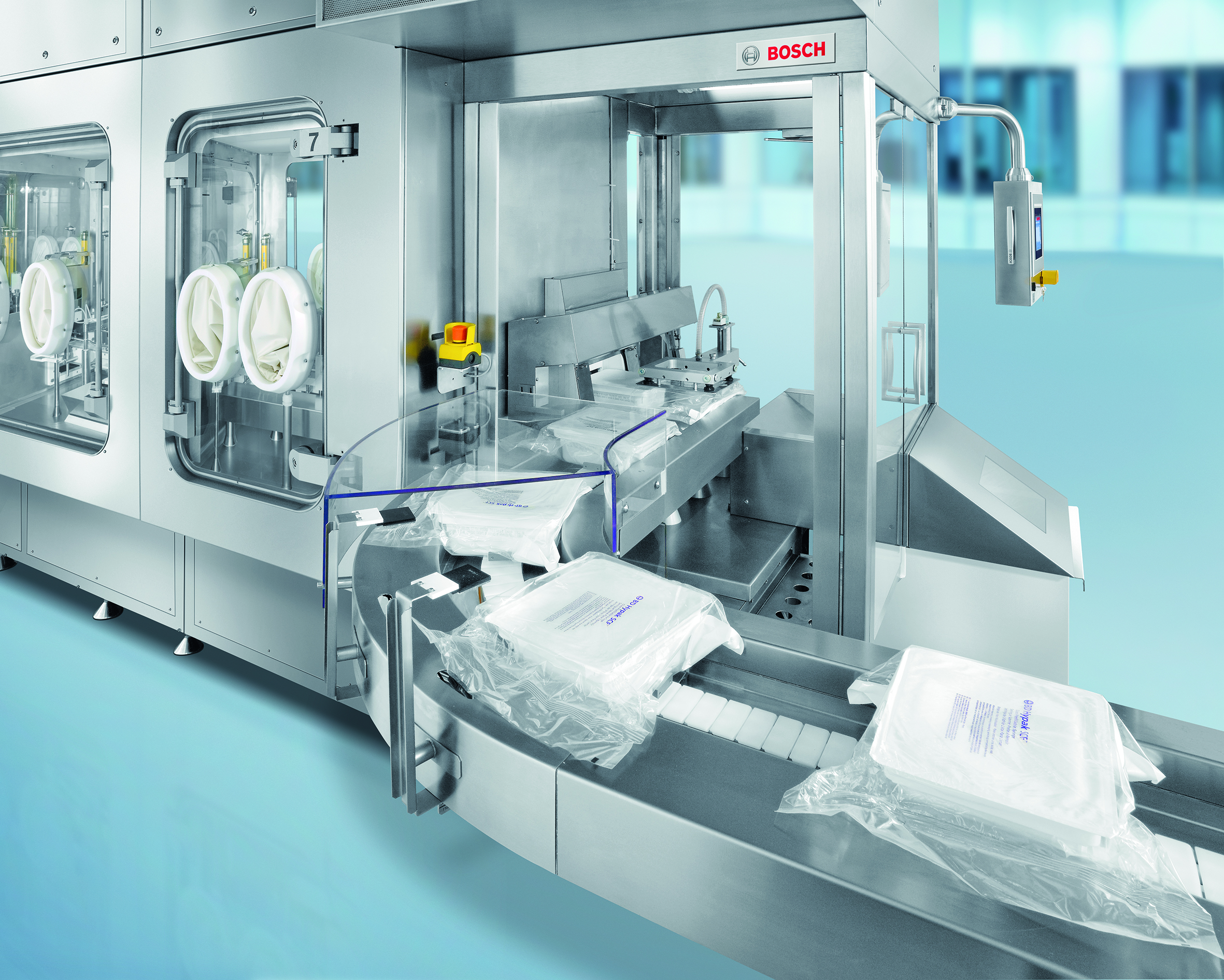
Infeed of pre-sterilized packaging into an isolator line with automatic bag opener. (© Bosch)
Maintaining Aseptic Barriers
When transferring products between different classified areas, the most important point is to maintain the aseptic barrier. Ideally, the design of the barrier system is harmonized with the design of the filling machine and all other production equipment at an early stage. This includes determining the accessibility and ergonomics of the machine in mock-up models, as well as simulating air flow and temperature disruptions (mapping) for corresponding drugs.
Transfer systems and procedures are just as variable as the types of barrier systems. Hence, there are many different ways of bringing products and materials into barrier systems. A general distinction can be made between continuous (e.g. mouse hole, e-beam, hot air tunnel) and discontinuous transfer systems (e.g. RTP, airlocks, liquid transfer systems). Besides many other sources, an important reference is ISO 14644. Since aseptic risk assessment also plays an important role, ISO 13408 is also worth considering.

RTPs are also used in material transfer into and out of the isolator. (© Bosch)
Different Needs for Different Types
An aspect that is currently widely discussed is the infeed of both common (syringes) and new (vials and cartridges) nested, pre-sterilized packaging types. For these nested containers, aseptic transfer can be achieved with either RABS or isolator systems, provided a suitable fully automatic bag opener is used, combined with spray disinfection of the bag. In this regard, double bagging for added safety is becoming more common.
Though the e-beam has long been the standard solution for decontaminating tubs in high-output lines with isolators, it is generally considered too large for smaller lines. Alternatives that are currently being explored include tunnels or locks used in combination with plasma, UV light, nitrogen dioxide, or hydrogen peroxide. However, none of these have been established as a standard yet.
In general, nested containers require larger intersectional openings due to their dimensions. Moreover, waste disposal of bags and Tyvek sheets needs to be handled in terms of pressure stabilization in an enclosed system. In case of nested high-potent drugs, a containment isolator and different pressure zones for bag and tub opener, as well as filling zone, are required, connected to each other by (passive) mouse holes.
The eject is ideally handled by an active mouse hole (in case there is no external washing machine), followed by an LF hood. Bulk containers, on the other hand, usually undergo cleaning, followed by depyrogenation in a dry air heating tunnel, and filling.

Following appropriate treatment, RTP systems can initially be assumed to be sterile. (© Bosch)
Single-Use Systems for Aseptic Liquids
When transferring aseptic liquids between two areas with different containment classifications, the classical solution, i.e. hard pipes with CIP/SIP, is still very common. Newer systems consist of an external and an internal port, as well as a disposable connection device. They are often favored for their practical simplicity. The single-use connector can be sterilized by autoclave or gamma irradiation, enabling its use for either traditional vessels or fully disposable fluid handling technologies.
As far as filling operations are concerned, single-use or ready-to-use pre-sterilized systems are becoming ever more common in the aseptic environment. Such complete systems can consist of filling needles, tubes, intermediate bags, agar plates, as well as tools in appropriate beta bags. The advantages are manifold, as single-use systems reduce time-to-production, manufacturing costs, validation and approval times, while increasing the safety of processes and products.
Material Transfer
In a complete barrier system, it is not only necessary to transfer products and materials into the aseptic surroundings, but also getting them out again. RTPs, for instance, serve many purposes and directions of transfer (containers, bags, tubes, stoppers, caps, waste, products, pre-sterilized, and disposable processing equipment, etc.).
Industry insiders often discuss the “ring of concern”—the fact that every aseptic transfer system is bound to have a weak point. Such contact surfaces should be eliminated or, if this is not possible, at least reduced to an absolute minimum. Proven RTP systems can—after appropriate treatment—initially be assumed to be sterile.
RTPs are also widely known and commonly used in material transfer. These apply to the transfer of any kind of goods like microbiological monitoring equipment, wipes, disinfectants, tweezers, scissors, etc. into and out of the isolator. However, RTPs are also often limited regarding parts size and access, which is why they are not able to cover all kinds of required transfer.
Rapid transfer chambers or material transfer airlocks are used differently depending on whether they are used in RABS or isolator systems: The most common solution for a transfer chamber connected to an isolator is the H2O2 surface decontamination, closely followed by NO2. As far as RABS systems are concerned, they are mainly combined with a simple airlock combined with grade A air supply, and IPA wipes without H2O2 decontamination.
In contrast to H2O2 decontamination, autoclaving has a deeper impact and leads to a complete sterilization through temperature and pressure. Hence there are considerations to connect sterilizers directly to isolators. The main challenge consists in managing the high surface temperatures of the connecting points between sterilizer and isolator. Moreover, space constraints may play an important role in this decision, since an autoclave requires free space in very close proximity to the isolator, which in turn can be a challenge for the room layout.
Conclusion
As this brief general overview shows, there are a large number of considerations to be taken into account when planning aseptic production. Often shortcomings are only revealed at a very late planning stage or—in the worst case—during production.
Older installations without sufficient barrier or lower categorization are increasingly being upgraded in the direction of at least RABS, as government regulations increasingly demand this.
It is therefore highly recommended that strong and experienced partners who can provide comprehensive advice based on decades of experience be relied upon during facility design. Which barrier system is most suited for a specific application? Which technologies are needed to fulfill new regulatory requirements? And how can they be seamlessly integrated into the overall process?
Only by answering all these questions can the highest operator and product quality, and ultimately patient safety, be accomplished.
About the Author
Jürgen Metzger is Barrier Systems & Process Specialist at Robert Bosch Packaging Technology, Inc. He started his career at Bosch Packaging Technology in 1999 in Crailsheim, Germany. Throughout his time in Germany, one of the main focus areas was isolator technology with aseptic filling machines and processes. Since April 2017, Metzger has been responsible for barrier systems technology in Minneapolis, MN.
This story can also be found in the March 2018 issue of Pharmaceutical Processing.
Follow us on Twitter and Facebook for updates on the latest pharmaceutical and biopharmaceutical manufacturing news!



